2k forme
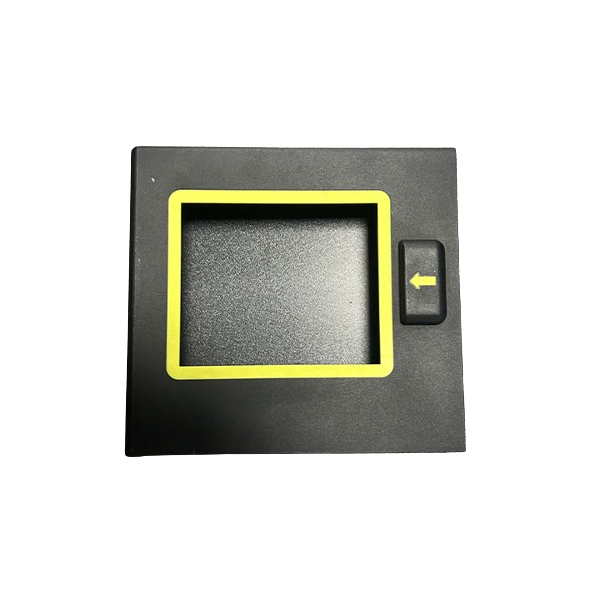
2K-forme, også kendt som two-shot-forme eller tokomponentforme, er specialiserede forme, der bruges i sprøjtestøbningsprocesser til at producere plastdele med to forskellige materialer eller farver i en enkelt operation. Disse forme muliggør skabelse af komplekse dele med flere funktioner eller egenskaber uden behov for sekundære samleprocesser.
Vores formingeniører har omfattende erfaring med formdesign og konstruktion af 2k forme.
Vælg os for pålidelige, innovative og omkostningseffektive formfremstillingsløsninger til dine 2K-formprojekter!